|
|
|
|
|


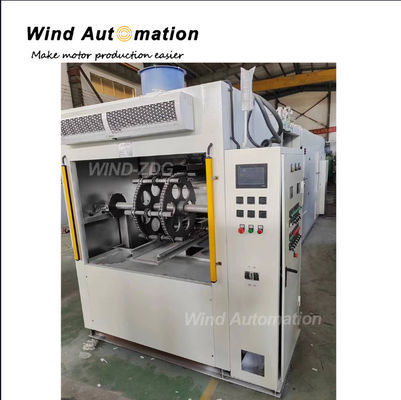
WIND-ZDG300-50 E bike Varnish machine Roll and Dip machine
Product Details:
Payment & Shipping Terms:
|





Detailed Product Description
| Condition: | New | Armature Insulation: | Armature Trickling/ Roll And Dip |
|---|---|---|---|
| Rotor Size Related To Machine: | Armature Shaft Length, Armature OD,stack Height | Machine Length: | Is Related To Armature Size,curing Time And Output Requirement |
| Power Source: | Electricity | After Sales: | Machine Almost No Need Maintenance |
Motor Stator Rotor Varnish Dipping Machine WIND-ZDG Dip Varnishing Series
This type rotor varnish trickling machine is mainly used for motor rotor coil insulation automatic processing. Except for manually loading and unloading, the entire process is fully automated so as to guarantee product consistency and the quality for mass production.
Question and Answer of Electrical bike hub motor stator aseembly dip varnish machine:
Specification for Dip Varnishing for Hub motor Stator Assembly
Stator Assembly Sizes: As shown in above picture, Stator assembly overall sizes are;
Stator OD: Max 275 mm, Stator ID (Bore): 25~30 mm with 5 mm key slot
Stator Thickness: 100 mm max. You can check the video and know the stator is without shaft, we need the stator thickness
Stator weight: Max 3.5 Kgs
Production rate: 400 / shit of 440 minutes
Varnish Grade: Dobeckan FT 1040/120E, Hardner K2
Preheating: Stator copper Winding is to be heated by passing electric current to rise the
temp inside winding to 120 Deg. @ Centre of the winding within 2 minutes. Current & time
shall be programmable and is to be controlled within +/-5% of set value. Temp measurement
on winding surface is needed to setup the current and time
The preheating is by air heated motor,don’t need to coil pass current
Varnish Process: Stator will be dipped inside varnish tank after preheating. Part is to be
rotated while dipping for 1~2 rotations which shall be settable. Take the parts out of varnish
tank and keep it rotating for 6~8 minutes to settle the varnish. Dipping can be accomplished
by moving parts inside tank or moving tank upside to dip the parts.
Some arrangement is needed to wipe out excess varnish from outer diameter of the stator.
The varnish is thin as video showed and don’t need to wipe out
Post curing: Parts to be post cured for 25 ~30 minutes @ temp of 130~150 Deg. During the
post curing, parts shall be rotated inside oven to avoid varnish spill over outer diameter.
Post curing can be accomplished by conveyor arrangement or batch type oven.
Oven temp is to be maintained by PID controller with interlock for time and temp. Proper ventilation is to be provided to avoid any fumes or pressure built inside the oven.
Cooling: Force cooling arrangement to be provided to cool the parts to below 60 Deg.
Supplier to provide machine specifications in terms of cost, overall size, connected load and
proposal drawing.
According to stack height and weight,each shaft can hold 2 to 3pcs stator,
And your output target is 400pcs per day, the machine overall size will be around 7.5meter
(1) Specification
| Working position | 124×2 |
| Position pitch | 76 mm |
| Heating time | ≤45min |
| Tunnel working temperature | 0~160ºC |
| Pitch time | 0~10 adjustable |
| Power | 28 KW |
| Dimension | 4900×1600×2100 mm |
| Weight | 3.5 T |
(2) Application
This machine has a wide range of application, suitable for various kinds of rotors, such as starter motor, hybrid motors, home appliance motors, pump motors, vacuum cleaner motors, power tool motors, series motors, vacuum cleaner motor.
(3) Features
High quality level of the varnishing process
Environment friendly
Heating time, pitch time and temperature can be set
Can be customized accordingly
Mass production
Fully automatic working cycle after loading of the armature
High efficiency, automation and productivity
https://youtu.be/guDIQOuvFZ0?si=A2_329QWnOSNtRbr
Tag:
dip machine
Other Products
-
Peristaltic Pump Trickle Impregnation Machine Impregnation Insulation Tunnel
-
Automatic Armature Roll and Dipping Impregnation Varnish Insulation Machine
-
WIND-ZCJ Trickle Impregnation Machine Vacuum Pressure Impregnation
-
Small Frame Stator Varnish Impregnation Machine Dipping Depth Below 300mm
-
Big Frame Stator Varnish Trickle Impregnation Machine Dipping Depth Above 300mm
-
Fully Automatical Trickle Impregnation Machine Stator Heat Treatment Oven Coated With Resin Varnish